Dieser Beitrag ist als Wiki erstellt. Jeder der Gute Tipps hat, darf die hier ergänzen.
Von der Kunst des Lötens und wie man Fehler vermeiden kann.
Um verschiedene Teile aus Metall zu verbinden gibt es verschiedene Methoden.
Neben den mechanischen Verbindungsarten wie Schrauben, Nieten, Falzen usw. gibt es Verbindungsarten, die die Metallteile mit Hilfe flüssigen Metalls miteinander verbinden. Hierzu zählen das Schweißen und das Löten. Beim Schweißen werden Metallteile gleichen Materials miteinander verbunden, wobei ein gleichartiges Metall aufgeschmolzen wird um die Teile dauerhaft miteinander zu verschmelzen.
Beim Löten werden Metalle gleichen oder unterschiedlichen Materials unter Zuhilfenahme eines geschmolzenen Metalls (Lot) miteinander verbunden. Der Unterschied zum Schweißen besteht darin, daß das Lot einen sehr viel niedrigeren Schmelzpunkt hat als die zu verbindenden Metalle. Dabei umfließt das Lot die Metallteile und geht eine oberflächliche Bindung mit diesen ein. Nach erkalten des Lots ist die Verbindung fest.
Je nach zu verbindenden Materialien sind die Verfahren und die Werkzeuge sehr unterschiedlich.
Für das Verbinden von Blechen und Rohren in der Installationstechnik oder beim Dachdecken werden andere Lote und Flussmittel verwendet als in der Elektrotechnik oder Elektronik.
Wir wollen uns mit dem Löten in der Elektrotechnik, Elektronik befassen.
Entscheidend für die Qualität der Lötstellen sind:
- Der Lötkolben, bzw. die Lötstation
- Die Löttemperatur
- Das Lot
- Das Flussmittel
- Die Vorbehandlung der Lötstellen
- Der Lötvorgang selbst
Als Lötkolben oder Lötstation sollte man eine Ausführung benutzen, bei der die Temperatur eingestellt werden kann. Die normalen ungeregelten Lötkolben werden in der Regel zu heiß und verbrennen oft die Lötstellen. Hier hilft ein einfacher Trick. Einfach einen Steckdosendimmer vor den Lötkolben schalten. So kann man die Leistung des Lötkolbens einstellen und hat so einen Einfluss auf die Löttemperatur.
Entscheidend für eine gute Lötstelle ist die Temperatur. Abhängig vom verwendeten Lot kann diese sehr unterschiedlich sein. Auch die Größe der Lötstelle (Kupferflächen, oder größere Bauteile) beeinflussen die Löttemperatur direkt an der Lötstelle.
Auch die Form der Lötspitze spielt eine große Rolle. Dabei ist zu beachten, daß die Löttemperatur auch an das Ende der Lötspitze und damit an die Lötstelle transportiert werden muss. Große Lötstellen erfordern eine Lötspitze die bis an das Ende relativ dick sein muss, damit die Lötstelle auch gut erwärmt werden kann. Für kleine und feine Lötungen empfiehlt sich eine schlanke spitz zulaufende Form, wobei hier der Wärmetransport nicht so gut ist. Deshalb sollte man hier die Löttemperatur von vorn herein etwas höher wählen.
Lötspitzen gibt es aus den unterschiedlichsten Materialien. Die klassische Lötspitze besteht aus Kupfer.
Es gibt auch Lötspitzen aus Messing und auch aus Eisen. Diese sind meist vernickelt um ein rosten zu vermeiden. Am besten leiten Lötspitzen aus Kupfer die Wärme zur Lötstelle. Sie haben aber den Nachteil, dass Kupfer bei Temperaturen über 200 Grad sehr leicht oxidiert und mit der Zeit verzundern. Das heist, das die Oberfläche verbrennt und zunderartig abblättert. Eine regelmäßige Pflege durch reinigen und kaltem aushämmern der Lötspitzen ist für gute Lötergebnisse auf Dauer erforderlich.
Lötspitzen aus Eisen und Messing sind langlebiger und verzundern nicht. Aber auch diese müssen regelmäßig gereinigt und ggf. nachverzinnt werden. Sie haben aber den Nachteil, dass sie die Wärme nicht so gut zur Lötstelle leiten.
Die Löttemperatur ist richtig, wenn das Lot an der Lötstelle gut fließt und die zu verlötenden Teile gut benetzt. Dabei ist aber auch das verwendete Lot und das Flussmittel wichtig.
Als Lot kommt das sogenannte Lötzinn zum Einsatz. Hier gibt es ganz verschiedene Materialien.
Um die Schmelztemperatur des Lotes zu senken werden dem Zinn verschiedene andere Metalle zugemischt. Das sind neben Blei auch Kupfer, Silber, Wismut und sogar Gold. Auch gibt es Lote die fast nur aus reinem Zinn bestehen. In der Industrie werden seit einigen Jahren nur noch bleifreie Lote verwendet, aber für die Hobbywerkstatt stehen auch noch bleihaltige Lote zur Verfügung.
Das klassische Elektroniklot besteht zu ca. 60% aus Zinn, ca. 35 bis 38% Blei und ca. 1 bis 2% aus Zusätzen wie Kupfer oder Silber. Dieses Lot lässt sich gut verarbeiten und hat eine relativ niedrige Schmelztemperatur. Speziell für Lötungen von smd Bauteilen gibt es hier auch ein eutektisches Lötzinn, das keinen breiigen Übergang beim Erstarren aufweist. Das Lot geht unmittelbar vom festen zum flüssigen Zustand über oder umgekehrt. Das normale Lötzinn durchläuft beim Schmelzen oder Erstarren eine breiige Phase. Das ist von Nachteil, wenn die Lötstelle beim Erkalten bewegt wird. Es entstehen dann die sogenannten kalten Lötstellen.
Ein weiterer wichtiger Faktor ist das Flussmittel. Das Flussmittel verringert einerseits die Oberflächenspannung des geschmolzenen Lotes und trägt damit entscheidend zur guten Fließfähigkeit bei. Andererseits verbessert das Flussmittel die Fähigkeit die Oberflächen der zu verlötenden Teile mit dem Lot zu benetzen.
In der Elektronik wird hier meist ein Flussmittel auf Kolophonium-Basis verwendet. Es kann weitere Bestandteile enthalten.
In herkömmlichen Elektronikloten in Drahtform ist das Flussmittel oft als Füllung im Inneren des Lotes vorhanden. Bei sauberen und gut vorbereiteten Lötstellen ist dieses meist ausreichend.
Zur zusätzlichen Gabe gibt es speziell für die Elektronik Flussmittel in flüssiger, pastöser oder fester Form. Diese sind Säurefrei meist auf Basis von Kolophonium und weiteren Zusätzen. Hier kann ich aus persönlicher Erfahrung „Löthonig“ empfehlen, der beim Conrad-Versand erhältlich ist. In fester Form tut es einfaches Kolophonium aus dem Musikinstrumenten-Geschäft. Diese kann man auch in Alkohol auflösen und sich selbst ein flüssiges Flussmittel herstellen.
Das sogenannte Lötfett ist ein Flussmittel, das man in der Elektronik nicht verwenden sollte. Es enthält Salzsäure die mit Bindemitteln in eine Fettähnliche Konsistenz gebracht wurde. Diese Säure zerstört Oxidschichten auf der Oberfläche der zu verlötenden Materialien und sorgt für eine gute Benetzung mit dem Lot. Der Nachteil von Lötfett ist aber, daß die Säure, wenn sie nicht vollständig von der Lötstelle entfernt wird ihr ätzendes Werk fortsetzt und die Lötstelle wieder zerfrisst. Zum anderen ist Säure elektrisch leitend und kann unerwünschte Kriechströme verursachen. Diese stören dann oft die Funktion der empfindlichen Elektronik und verursachen oft unerwünschte Effekte.
Bei Verwendung von Lötfett ist es zwingend erforderlich, dieses durch abwaschen gründlich zu entfernen.
Ein weiterer wichtiger Punkt zum erfolgreichen Löten ist die Vorbehandlung der Lötstellen.
Die Oberflächen der zu verlötenden Teile müssen metallisch blank sein. Oxidschichten sollten vor dem Löten mit geeigneten Mitteln entfernt werden. Hier kann ich Glaspinsel (Glasradierer) empfehlen, da man damit sehr gut an fast jede Lötstelle herankommt. Ein Auftrag von Flussmittel in flüssiger Form (keine Säure oder Lötfett) bildet zusätzlich einen dünnen Schutzfilm gegen erneute Oxidation und erleichtert das spätere Löten. Ein Vorverzinnen z.B. von Litzen ist oft von Vorteil. Oft lassen sich Kontakte von Schaltern oder Tastern schlecht löten. Hier hilft es oft, die Oberfläche mit feinem Schmirgelpapier anzuschleifen und die Kontakte anschließend zu verzinnen. Zusätzliches Flussmittel ist hier oft von Nöten.
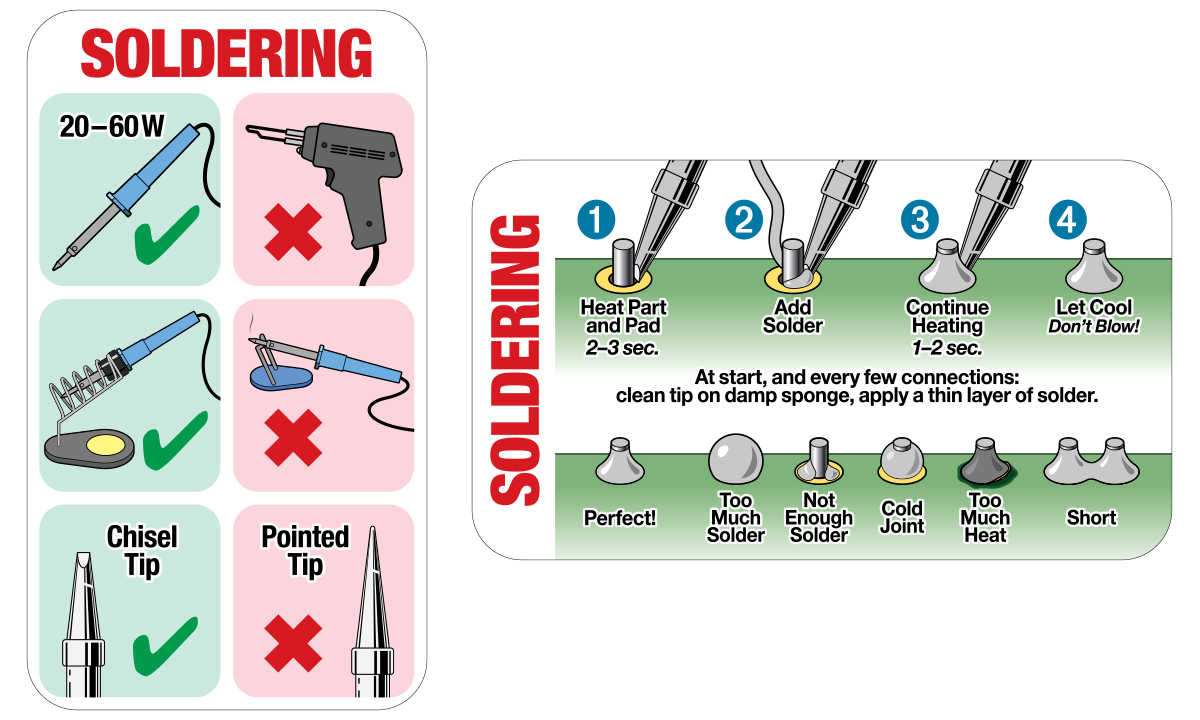
Der Lötvorgang selbst ist ebenfalls ein entscheidendes Kriterium für gute Lötstellen.
Es ist wichtig, daß die Lötstelle eine ausreichende Temperatur erreicht. Dazu mit dem sauberen Lötkolben eine kleine Menge Lötzinn an der Lötspitze aufschmelzen und zuerst das Teil mit der größeren Oberfläche oder Dicke erwärmen. Dabei kann schon Lötzinn in Drahtform zusätzlich zugeführt werden. Ist die Temperatur ausreichend und das Lot beginnt zu fließen, umschließt es fast ganz von allein die gesamte Lötstelle. Zusätzliches Flussmittel kann ggf. erforderlich sein. Was die Lötzinnmenge angeht, gilt hier auch oft weniger ist mehr.
Eine gute Lötstelle hat eine blanke Oberfläche und umschließt die Lötstelle mit einem schönen Kegel. Kugelige Gnubbel sind meist ein Zeichen von zu viel Lötzinn, oder von einer nicht durchgewärmten Lötstelle. Fehlstellen und Löcher sind meist ein Zeichen von zu wenig Lötzinn, schlechtem Fluss des Lotes oder schlechter Benetzung. Siehe Vorbehandlung der Lötstellen. Stumpfe und verbrannte Lötstellen weisen oft auf eine zu hohe Temperatur hin.
Hier noch ein paar Links zum Löten
In der Hardware FAQ finden sich auch einige Tutorials zum Thema löten.